






Mga produkto




High-efficiency nga Downhole Milling Tools
Materyal nga Produkto
Dad-a ang flat bottom mill nga sapatos isip pananglitan:
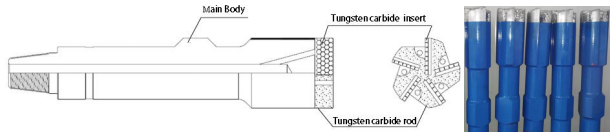
Ang nag-unang lawas nagsagop sa high-performance alloy steel(4145H) aron maseguro ang hapsay ug epektibo nga operasyon ubos sa nagkalain-laing drilling pressure ug rotary speed nga sitwasyon. Sa kasamtangan, gisagop namo ang taas nga lebel sa tungsten carbide meterial aron makab-ot ang paspas nga paggaling. Ang stabilizer ug sa gawas nga palda para sa junk mill ug taper mill mahimong idisenyo kung gikinahanglan.
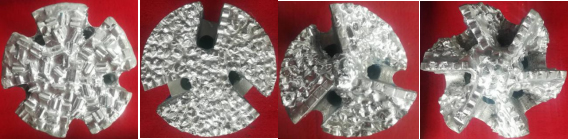
Tungsten carbide insert
· Superloy
Maayo nga filler para sa watermelon, string ug taper mill.
Maayo nga pagbalik alang sa junk mill.
Malapad nga mga gidak-on nga magamit.
Pinaka bastos.
· Metal Muncher
Ang mga galingan nga mas paspas kay sa naandan nga mga galamiton sa paggaling.
Pagpakunhod sa gikinahanglan nga drilling pressure samtang milling.
Nagbilin ug hamis nga mga samad nga walay mga ngabil nga mabitay sa mga tinumpag.
Naghimo og mga tinumpag nga adunay parehas nga gidak-on.
Pagputol sa metal imbes sa paggaling niini.
· Opti-cut
Mas gagmay nga mga tinumpag.
Mas paspas nga ROP.
Mas taas nga kinabuhi.
Ubos nga presyur ug mga kinahanglanon sa torque.
16 ka cutting point ug 8 cutting edges alang sa matag cutter.

Kategoriya sa Produkto
Concave/Flat/Blade Bottom junk mill
Gigamit alang sa milling bit, cone, diameter gauge, grapple teeth, wash pipe, drilling tool joint, deep well pump accessories, packer, water distributor ug uban pang mas taas nga drilling tools.
Ang Petrozhr junk mill anaa sa nagkalain-laing mga configuration ug geometries. Ang among advanced mill engineering ug eksperyensiyado nga welder nagsiguro sa usa ka makanunayon ug lig-on nga istruktura sa pagputol sa matag junk mill.

Tab. 1 Flat/Concave/Blade Bottom junk mill parameter
| Borehole Dia. Mill Shoe OD Girekomenda nga Gitas-on (mm) (mm) Screw Thread (mm) | PN patag | PN Lubok | PN Bladed |
| 95.2- 101.6 89 2-3/8REG 250 | JM089FX | JM089CX | JM089BX |
| 107.9- 114.3 97 2-3/8REG 250 | JM097FX | JM097CX | JM097BX |
| 117.5- 127 110 2-7/8REG 250 | JM110FX | JM110CX | JM110BX |
| 130- 139.7 121 2-7/8REG 250 | JM121FX | JM121CX | JM121BX |
| 142.9- 152.4 130 2-7/8REG 250 | JM130FX | JM130CX | JM130BX |
| 155.6- 165. 1 140 3- 1/2REG 250 | JM140FX | JM140CX | JM140BX |
| 168- 187.3 156 3- 1/2REG 250 | JM156FX | JM156CX | JM156BX |
| 190.5-209.5 178 3- 1/2REG 250 | JM178FX | JM178CX | JM178BX |
| 212.7-241.3 200 4- 1/2REG 250 | JM200FX | JM200CX | JM200BX |
| 244.5-269.9 232 4- 1/2REG 250 | JM232FX | JM232CX | JM232BX |
| 273-295.3 257 6-5/8REG 250 | JM257FX | JM257CX | JM257BX |
| 298.5-317.5 279 6-5/8REG 250 | JM279FX | JM279CX | JM279BX |
| 320.6-346. 1 295 6-5/8REG 250 | JM295FX | JM295CX | JM295BX |
| 349.3-406.4 330 6-5/8REG 250 | JM330FX | JM330CX | JM330BX |
| 406.4-444.5 381 6-5/8REG 250 | JM381FX | JM381CX | JM381BX |
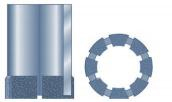
Rotary Sapatos
Ang rotary nga sapatos nagsagop sa carbide nga materyal sa sulod sa silindro aron maputol ang dili regular nga tumoy sa isda, ug anam-anam nga ayohon ang nadaot nga tumoy sa isda ngadto sa usa ka lingin, sama sa tubing, casing body, ug uban pa.
[Pahinumdom: Tungod kay ang sulod nga milling tooth diameter sa rotart nga sapatos dako, ang reverse torque dako, mao nga ubos nga pressure ug hinay nga rotation mode kinahanglan nga gamiton sa paggamit sa rotary nga sapatos. Sa kinatibuk-an, ang drilling pressure dili molapas sa 10 KN ug ang rotational speed dili molapas sa 50 r/min.]

Type A
Guntinga ang metal, semento ug pagporma.
Pagputol sa OD ug sa ubos.

Type B
Pagputol sa metal diin gamay ang clearance.
Pagputol sa ID ug ubos.
Type C
Pagporma sa pagputol.
Pagputol sa OD ug sa ubos.

Type D
Guntinga ang pormasyon ug isda sa samang higayon.
Pagputol sa ID,OD ug ubos.

Tab.2 Parametro sa rotary nga sapatos
| Casing/Wellbore Dia. | Rotary nga sapatos OD (mm) | Rotary nga sapatos Gitas-on (mm) | Girekomenda nga Screw Thread | PN Rotary Sapatos | |
| 4in | 101.6mm | 95 400 | FJWP | TXX095 | |
| 5- 1/2 ka pulgada | 139.7mm | 114 500 | FJWP | TXX114 | |
| 5-3/8 in | 146.05mm | 118 500 | FJWP | TXX118 | |
| 6-5/8in | 168.28mm | 136 425 | FJWP | TXX135 | |
| 7 sa | 177.8mm | 152 450 | FJWP | TXX152 | |
| 7-5/8 in | 193.68mm | 160 450 | FJWP | TXX160 | |
| 8-5/8in | 219. 1mm | 185 550 | FJWP | TXX185 | |
| 12- 1/4sa 311. 15mm | 203 450 | FJWP | TXX203 | ||
| 15-5/8 sa 396.88mm | 298 450 | FJWP | TXX298 | ||
| 20 sa | 508mm | 406 450 | FJWP | TXX406 | |
Taper Mill
Ang taper mill nagpagawas sa mga pagdili, nahugno nga casing ug liner nga mga seksyon ug deburr whipstock nga mga bintana ug casing. Ang ubos nga tumoy sa taper mill, uban ang gamay, diyametro niini mosulod sa nahugno nga casing ug liner. diametro sa galingan.
Ang taper mill naglangkob sa usa ka conical nga lawas ug tungsten carbide. Ang taper sa lawas mao ang 30 degrees, ang cone pormag pako, ug ang nawong hardfacing o inlaying tungsten carbide.

Tab.3 Parametro sa taper mill
| Borehole Dia. Taper galingan OD Girekomenda Gitas-on (mm)(mm)Screw Thread(mm) | P.N. Taper galingan | ||
| 95- 101.6 | 89 | 2-3/8REG 300 | XZ089 |
| 107.9- 114.3 97 2-3/8REG 300 | XZ097 | ||
| 117.5- 127.0 110 2-7/8REG 300 | XZ110 | ||
| 130- 139.7 121 2-7/8REG 300 | XZ121 | ||
| 142.9- 152.4 130 2-7/8REG 300 | XZ130 | ||
| 155.6- 165. 1 140 3- 1/2REG 300 | XZ140 | ||
| 168- 187.3 156 3- 1/2REG 300 | XZ156 | ||
| 190.5-209.5 178 3- 1/2REG 300 | XZ178 | ||
| 212.7-241.3 200 4- 1/2REG 300 | XZ200 | ||
| 244.5-269.9 232 6-5/8REG 350 | XZ232 | ||
| 273-295.3 257 6-5/8REG 350 | XZ257 | ||
| 298.5-317.5 279 6-5/8REG 350 | XZ279 | ||
| 320.6-346. 1 295 6-5/8REG 350 | XZ295 | ||
| 349.3-406.4 330 6-5/8REG 350 | XZ330 | ||
| 406.4-444.5 381 6-5/8REG 350 | XZ381 | ||
Watermelon String Mill
Ang watermelon string nga sapatos usa sa mga galamiton sa paggaling sa operasyon sa sidetracking. Gigamit kini sa pag-ayo sa casing, reaming ug pag-abli sa mga channel. Kasagaran kini gigamit dayon pagkahuman sa pag-abli sa mga bintana. Ang milling edge (working area) sa watermelon mill nagkontak sa borehole wall, ug ang tumoy sa matag ngilit gidisenyo isip usa ka kono. Kung giablihan ang bintana, ang galingan sa pakwan makapalugway sa bintana gikan sa taas ug makuha ang mga scaling ug burrs nga nahabilin sa dingding sa tubo sa panahon sa una nga pagputol.

Tab.4 Parametro sa watermelon string mill
| Borehole Dia. Screw (mm/in ) Thread | Lugar nga Trabahoan OD (mm/in) | Gitas-on sa Lugar sa Trabahoan (mm/in) | Totul Gitas-on (mm/in ) | PN |
| 139.7 (5- 1/2) NC 26 112 (4-7/ 16) 600 (23-5/8) | 1130 (44) | XGMX112 | ||
| 139.7 (5- 1/2) NC 26 116 (4-9/16) 600 (23-5/8) | 1130 (44) | XGMX116 | ||
| 139.7 (5- 1/2) NC 26 118 (4-5/8) 600 (23-5/8) | 1130 (44) | XGMX118 | ||
| 139.7 (5- 1/2) NC 31 120 (4-3/4) 600 (23-5/8) | 1280 (50) | XGMX120 | ||
| 146.0 (5-3/4) NC 31 124 (4-7/8) 600 (23-5/8) | 1280 (50) | XGMX124 | ||
| 168.3 (6-5/8) NC 31 142 (5-9/ 16) 600 (23-5/8) | 1280 (50) | XGMX142 | ||
| 177.8 (7) NC 31 151 (5- 15/ 16) 600 (23-5/8) | 1280 (50) | XGMX151 | ||
galingan sa piloto
Ang galingan sa piloto gidisenyo alang sa paggaling sa casing, liner, rotary nga sapatos o dako nga ID tubing. Ang mga cutting blades nga gisul-ob sa taas nga klase nga tungsten carbide nga materyal naghimo sa Petrozhr pilot mill nga makab-ot ang paspas nga pagsulod nga adunay gamay nga pagsul-ob. Ug ang pilot end gigamit sa pag-stabilize sa ID sa butang nga gigaling.

Tab.5 Parameter sa Pilot mill
| Borehole Dia. (mm) | Screw Thread | Lugar nga Trabahoan OD (mm) | Pagputol sa blade Gitas-on (mm) | Pilot area Gitas-on (mm) | PN |
| 153 2 3/8REG | 130 200 | ≧45 | LYMX130 | ||
| 165 2 3/8REG | 140 200 | ≧45 | LYMX140 | ||
| 187 3 1/2REG | 156 200 | ≧55 | LYMX156 | ||
| 210 4 1/2REG | 178 200 | ≧55 | LYMX178 | ||
| 241 4 1/2REG | 200 200 | ≧55 | LYMX200 | ||
| 270 4 1/2REG | 232 200 | ≧55 | LYMX232 | ||
| 295 6 5/8REG | 257 250 | ≧55 | LYMX257 | ||
| 317 6 5/8REG | 279 250 | ≧55 | LYMX279 | ||
| 346 6 5/8REG | 295 300 | ≧55 | LYMX295 | ||
| 406 6 5/8REG | 330 300 | ≧55 | LYMX330 | ||
| 445 6 5/8REG | 331 300 | ≧55 | LYMX331 | ||
Tungsten carbide nga tsart sa aplikasyon
| Girekomenda nga aplikasyon | Superloy | Opti-cut | Metal-muncher | Metal-muncher kauban si Superloy |
| Paghugas sa bukas nga lungag | √ | √ | ||
| Pipe sa washover drill | √ | |||
| Washover graba pack | √ | √ | ||
| Pagputol sa washover liner | √ | |||
| Packer sa panghugas | √ | |||
| Paggaling sa poilt | √ | |||
| Loose Junk milling | √ | √ | ||
| Stationary packer o pipe o tubingjunk milling | √ | |||
| Paggaling sa watermelon | √ | |||
| Paggaling sa string | √ |
Mga Hulagway sa Butang sa Pangisda


 Room 703 Building B, Greenland center, Hi-tech development zone Xi'an, China
Room 703 Building B, Greenland center, Hi-tech development zone Xi'an, China 86-13609153141
86-13609153141

